|
|
摘要: 介绍了棉/水溶性维纶包芯纱中芯丝含量、外包棉纤维包覆量的设计原则、方法,及其纺制原理和工艺特点,优化了DSSP-01型数字小样细纱机纺制棉/水溶性维纶包芯纱的牵伸工艺参数,分析了纱线捻系数、捻度的优化方法。 关键词:水溶性维纶;包芯纱; 纺纱工艺; 牵伸工艺参数; 捻系数;捻度
水溶性维纶是一种易溶于水、易于降解、无味、无毒的绿色环保型纤维[1],随着人们环保意识的不断增强,无毒、无污染并可水解的环保型水溶性纤维的应用得到逐渐普及,对这种纤维的研制开发也不断地深入,其应用十分广泛。空心纱是我们近期开发的一种新型纱线,它是用棉包覆水溶性维纶芯纱制成的皮芯结构的复合纱,用这种复合纱加工的织物经 90℃ 以上的水溶解掉芯丝后,即形成空心纱织物,用空心纱加工的纺织品具有良好的保暖性、吸湿快干性和热湿舒适性,织物膨松度高,弹性好,而且质地柔软[2-3] 。
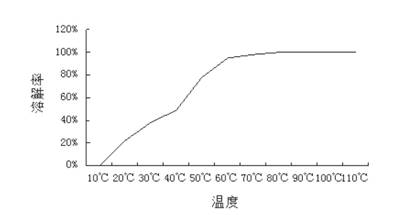
1 试验材料及设备 1.1 水溶性维纶长丝的强伸性能
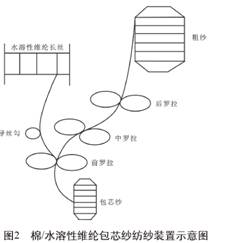
2 棉/水溶性维纶包芯纱纺纱工艺设计及参数优化 2.1 包芯纱用途 纺制棉/水溶性维纶包芯纱,用以织制排列比为1∶1的棉纱与包芯纱间隔排列织物,将织物中水溶性维纶溶除后,形成间隔空心纱织物。为满足实际大规模生产,必须制定能够同时实现棉纱、棉/水溶性维纶包芯纱两种纱线的纺纱工艺。 2.2 纺纱方法
2.3 棉/水溶性维纶包芯纱规格设计 由于退维后单纱强力要比常规纱低15%~30%[5],当维纶含量超过20%时,包芯纱的强力就开始下降,而且溶除工艺难度加大,所以采用维纶芯丝的含量10%,且机器提供纺包芯纱的外包纱为芯纱的8~10倍,纺制34.92(3.88)tex的包芯纱和34.92tex的纯棉纱。当维纶含量超过20%时[6],包芯纱的强力就开始下降,而且溶除工艺难度加大,所以纺制维纶芯丝含量为10%的包芯纱。维纶芯纱为3.88tex,外包棉纱为34.92tex,获得38.8tex的包芯纱[7]。 2.4 棉/水溶性维纶包芯纱的纺纱工艺参数的设定 2.4.1 牵伸工艺参数的选择 当纺制的使用DSSP-01型数字小样细纱机纺纱时,细纱细度在32tex以上时,细纱机的牵伸倍数为12~25,生产的粗纱细度为472tex。牵伸倍数= 472tex/ 34.92tex =13.5倍。 根据机型的传动装置得: 牵伸倍数 = 5 9 / 4 2 × 3 0 / 3 0 × 5 0 / 2 5 ×Z 1 /Z 2×66/72×65/20=13.5 牵伸齿轮Z 1/ Z 2 = 0.6,根据比值和实验室提供的齿轮选择牵伸齿轮为Z 1 为30,Z 2 为50。 2.4.2 包芯纱捻度、捻系数优选普通非弹性长丝纤维为包芯纱芯丝时,捻系数α=350~400。又因为所纺制的包芯纱最后将被织成平纹布,所以根据平纹布的经纱捻系数为320~380[8] 。 纬纱捻系数为290~340,考虑到包芯纱上机时对经纱的要求较高,可以将纬纱捻系数忽略,所以最终包芯纱捻系数α取365。捻系数取值范围为350~380,具体数值根据纺制过程进行调整。 α = Tm ×2Nt = Tm × 238.8 = 365 捻度 Tm = 58 T m = (D 1 + δ ) / (D 2 + δ ) × 7 1 / 6 1 × 1 2 5 / Z × 1 2 1 / 9 0 × 3 2 / 1 6 = 2 2 1 / 2 4 × 7 1 / 6 1 × 1 2 5 / Z ×121/90×32/16=58 捻度齿轮齿数 Z =62
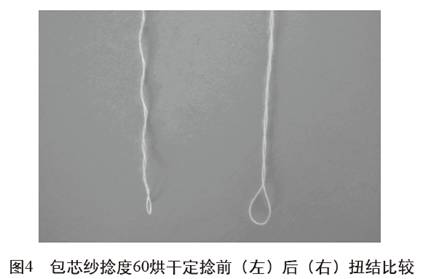
当捻度降低到40时,机器显示锭速过高,无法执行操作,当捻度降低到41时,同规格的棉纱出现断头增多,已经不能纺制成功,表明纱线强力无法达到上机要求,并且包芯纱的扭结未见减小。于是提高纱线捻度,保证纱线的强力,使纱线能顺利上机,将纱线捻度提高到75时,纯棉纱的强力得到提高,但是包芯纱捻缩过大,超出了正常的控制范围。于是,采用干热定捻方法[9],将包芯纱放在50~150℃的烘箱中烘1h。但是烘后的纱线扭结未见明显减小。扭度60,烘干定捻前后扭结比较见图4。
图4 包芯纱捻度60烘干定捻前(左)后(右)扭结比较同时考虑到干热定捻时管纱上的纱线受热不均匀,内部纱线会与外部纱线定捻效果差异较大,效果不明显。综合考虑决定将捻系数α调整到380,捻度为64,纺制包芯纱和同规格的纯棉纱,因为此时同规格的纯棉纱具有较强的强力,保证上机时经纱的性能优良,在此基础上,采用上浆工艺消除纱线内应力,稳定纱线捻度,增加纱线强力。
3 纱线质量 3.1 纱线强力 使用YG020B型电子单纱强力仪测试包芯纱和棉纱的强伸性,测试结果如表1所示。
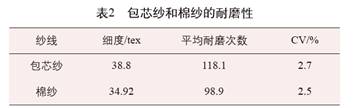
由表1可见两种纱线的断裂强度和断裂伸长率较为接近,可以满足织造要求,而且,两种纱线的断裂伸长相近,利于平衡浆纱张力、控制浆纱伸长,易于控制上机张力,可以保证间隔比例空心纱织物的顺利织制。 3.2 纱线耐磨次数 使用LFY-109A多功能纱线耐磨性能测试仪测试包芯纱和棉纱的耐磨性,测试结果如表2所示。
由表2可知包芯纱的耐磨性比棉纱的耐磨性好,因为芯纱的存在提高了包芯纱的耐磨性。按照纯棉纱上浆、织造工艺设计,包芯纱可以达到生产的要求。 综上所述, 采用相同工艺参数纺制14.5tex纯棉纱与所纺维纶包芯纱物理机械性能相近,可以间隔排列,顺利完成空心纱织物的织造。
4 结论 1)为了顺利织制排列比为1:1的棉纱与包芯纱间隔排列织物,保证织物的各方面性能满足使用,并考虑到实际的大批量生产,应采用相同的工艺参数生产棉纱和包芯纱。 2)选择合理的纺纱工艺,并根据织物成品要求和生产实际合理选择纺纱工艺参数,特别是牵伸工艺参数和捻度、捻系数,利于生产出符合要求的纱线。 3)热定型的方法能够在小范围内改善纱线扭结的情况。
参考文献: [ 1 ] 陈庆东, 王卫华, 黄发明. 水溶性纤维的特性、应用和成分检测[ J ] . 中国纤检,2004(7):22-23. [2]张进武.空心纱形成机理分析及其产品开发,纺织学报[J].2005,5:77-79. [3]丛森滋.空心纱机织物的工艺研究,上海纺织科技[J].2006,34(4):53-54. [4]张玉清.Tencel/涤纶包芯纱的纺制及工艺优化研究[J].上海纺织科技,2002,10:19-21. [5]李萍,张佩华.棉/维纶混纺空心纱针织物工艺及性能研究[D].东华大学硕士论文.2007,12. [6]杨元.包芯纱包覆效果测试分析[J].纺织导报,2005,7: 53-56. [7]杨锁廷.纺纱学[M].北京:中国纺织出版社,2007. [8]张文赓,陈铭右,丁寿基.加捻过程基本理论[M].北京:纺织工业出版社,1985. [9]闵杰,蔡再生.染整概论[M].第2版.北京:中国纺织出版社,2008. (作者单位:王春香、彭志远、王赛男,河北科技大学;郭姗姗,国家羊绒产品质量监督检验中心)
(中国纤检杂志)
|
|
|